
Home

Consolidate multiple heterogeneous
controllers onto a Windows PC
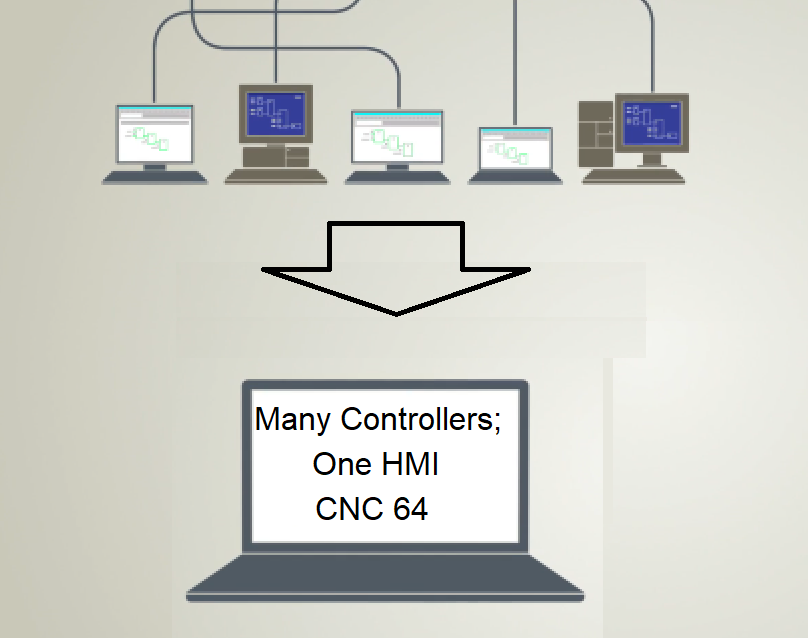
Integrate multiple HMIs into a single, break-through HMI

Use latest integration protocols without limitation from proprietary protocols

Lower cost of the machine control and CNC machine; improve quality; increase part/hour performance; reduce job setup time
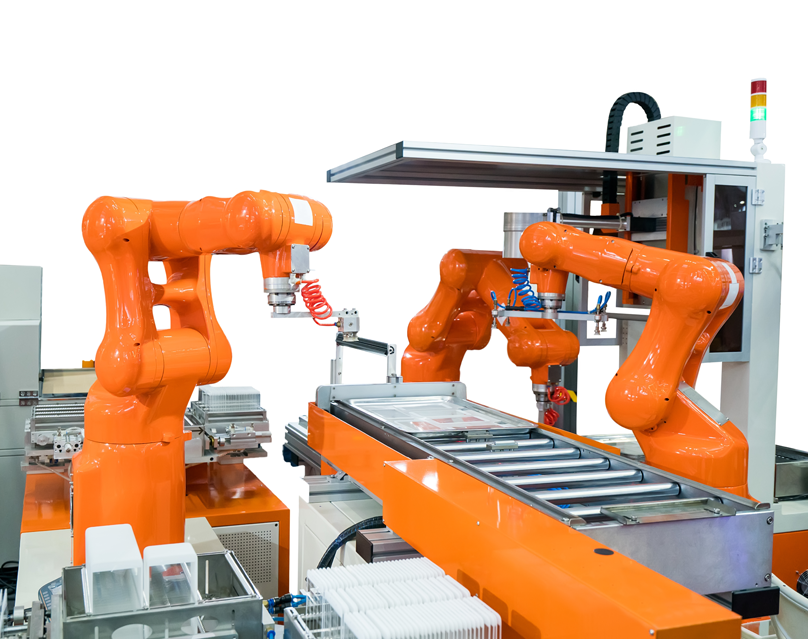
Combine two or more operations and controllers into a single machine and HMI interface – i.e. both plasma cutting and milling on a single machine
Fit into an Industry 4.0 model
by sharing operational data
to the cloud